

中雄管业有限公司生产的 广东阳江MPP电力管道,通过了ISO9001:2000国际质量管理体系认证,拥有完善的质量保证体系和先进的管理模式,并被认定为省级“重合同守信用企业”、“质量信得过单位”、“5.18质量、信誉、服务消费者满意单位”等。


HDPE管道的应用:
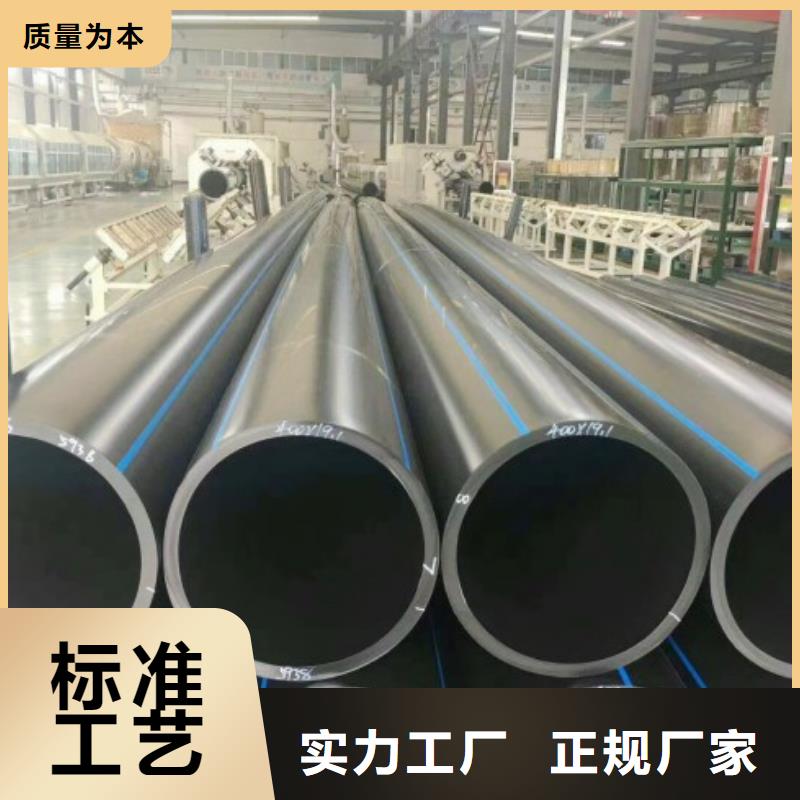
PE管全称HDPE高密度HDPE管道,与传统金属管以及其它塑料管材相比较,具有密度低、强度与质量比高、脆给温度化低、韧性好、耐腐蚀绝缘性能好、易着色、易于施工和安装等特点、广泛应用于市政和建筑给排水、燃气、供热采暖、电线电缆穿线、农用节水灌溉和工业排污、矿山矿物输送等领域。与钢管相比,成本可降12%左右,工作周期长,可达成50a(钢管一般为20a),而且维护费用低。在国外的发达行业和地区,PE管是城际埋地燃气管道中的占有量已达90%以上,在供水管所占市场份额达60%,并且国外在PE管材方面忆经建立起了相当成熟的标准的施工规范。在我国,镀锌管逐步被禁用后,PE管在建筑供水等领域很有竞争优势,在燃气、工业供排水、通讯、农业灌溉等领域PE管材也呈迅速增长的态势,但有些领域的管材标准和规范还未跟上,在一定程度上影响了PE管材的应用和发展。



HDPE管道热熔连接的主要步骤如下:
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、夹紧:根据所焊制的PE管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
3、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
4、对中:两焊管段端面要正好对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6、切换:将加热板拿开,迅速让两热融端面相粘并加压,为熔融对接质量,切换周期越短越好。
7、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
8、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边,感觉不到热为准。
9、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。

